
Tecnologia de Produção de Margarina
SUMÁRIO EXECUTIVO
Assim como outros setores industriais, as empresas alimentícias hoje em dia não se concentram apenas na confiabilidade e qualidade dos equipamentos de processamento de alimentos, mas também nos diversos serviços que o fornecedor desses equipamentos pode oferecer. Além das linhas de processamento eficientes que fornecemos, podemos ser um parceiro desde a concepção da ideia ou do projeto até a fase final de comissionamento, sem esquecer o importante serviço pós-venda.
A Shiputec possui mais de 20 anos de experiência na indústria de processamento e embalagem de alimentos.
INTRODUÇÃO À NOSSA TECNOLOGIA
VISÃO E COMPROMISSO
O segmento da Shiputec projeta, fabrica e comercializa soluções de engenharia de processos e automação para as indústrias de laticínios, alimentos, bebidas, marítima, farmacêutica e de cuidados pessoais por meio de suas operações globais.
Estamos comprometidos em ajudar nossos clientes em todo o mundo a melhorar o desempenho e a rentabilidade de suas fábricas e processos de produção. Conseguimos isso oferecendo uma ampla gama de produtos e soluções, desde componentes de engenharia até o projeto de plantas de processo completas, com o suporte de aplicações e experiência em desenvolvimento de ponta.
Continuamos a ajudar os nossos clientes a otimizar o desempenho e a rentabilidade das suas instalações ao longo da sua vida útil, com serviços de apoio adaptados às suas necessidades individuais, através de uma rede coordenada de assistência ao cliente e de peças sobresselentes.
FOCO NO CLIENTE
A Shiputec desenvolve, fabrica e instala linhas de processamento modernas, altamente eficientes e confiáveis para a indústria alimentícia. Para a produção de gorduras cristalizadas, como margarina, manteiga, pastas para barrar e gorduras vegetais hidrogenadas, a Shiputec oferece soluções que também incluem linhas de processamento para produtos alimentícios emulsionados, como maionese, molhos e temperos.
PRODUÇÃO DE MARGARINA
A margarina e produtos similares contêm uma fase aquosa e uma fase oleosa, podendo, portanto, ser caracterizados como emulsões água-em-óleo (A/O), nas quais a fase aquosa está finamente dispersa em gotículas na fase oleosa contínua. Dependendo da aplicação do produto, a composição da fase oleosa e o processo de fabricação são escolhidos de acordo.
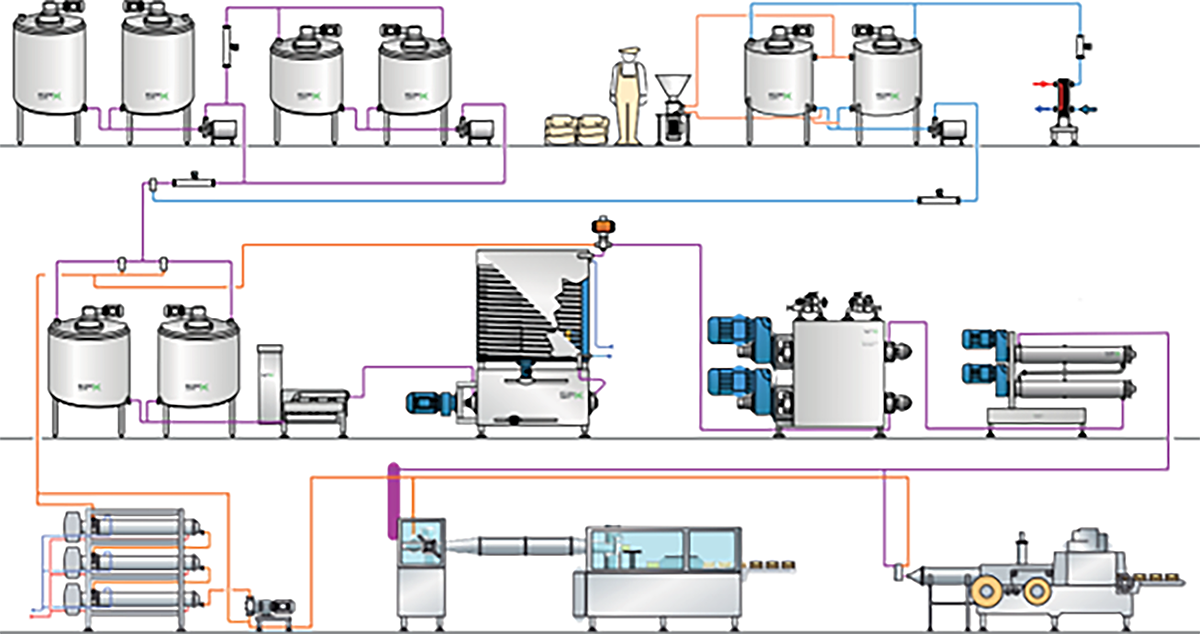
Além dos equipamentos de cristalização, uma moderna fábrica de margarina e produtos relacionados normalmente inclui diversos tanques para armazenamento de óleo, bem como para emulsificante, fase aquosa e preparação de emulsões; o tamanho e o número de tanques são calculados com base na capacidade da fábrica e no portfólio de produtos. A instalação também inclui uma unidade de pasteurização e uma unidade de refusão. Assim, o processo de fabricação pode ser dividido, em geral, nos seguintes subprocessos (ver diagrama 1):

PREPARAÇÃO DA FASE AQUOSA E DA FASE GLICOSA (ZONA 1)
A fase aquosa é geralmente preparada em lotes no tanque de fase aquosa. A água deve ser de boa qualidade para consumo humano. Caso não seja possível garantir a potabilidade da água, ela pode ser submetida a um pré-tratamento, por exemplo, por meio de um sistema de UV ou de filtragem.
Além da água, a fase aquosa pode ser composta por sal ou salmoura, proteínas do leite (margarina de mesa e cremes para barrar com baixo teor de gordura), açúcar (massa folhada), estabilizantes (cremes para barrar com teor reduzido ou baixo de gordura), conservantes e aromas solúveis em água.
Os principais ingredientes da fase lipídica, a mistura de gorduras, normalmente consistem em uma combinação de diferentes gorduras e óleos. Para obter uma margarina com as características e funcionalidades desejadas, a proporção de gorduras e óleos na mistura é crucial para o desempenho do produto final.
As diversas gorduras e óleos, sejam misturas ou óleos individuais, são armazenados em tanques de armazenamento de óleo, geralmente localizados fora da unidade de produção. Esses tanques são mantidos a uma temperatura estável, acima do ponto de fusão da gordura, e sob agitação para evitar a separação da gordura e facilitar o manuseio.
Além da mistura de gorduras, a fase oleosa normalmente consiste em ingredientes lipossolúveis minoritários, como emulsificante, lecitina, aromatizante, corante e antioxidantes. Esses ingredientes minoritários são dissolvidos na mistura de gorduras antes da adição da fase aquosa, ou seja, antes do processo de emulsificação.
PREPARAÇÃO DE EMULSÃO (ZONA 2)

A emulsão é preparada transferindo-se diversos óleos e gorduras, ou misturas de gorduras, para o tanque de emulsificação. Normalmente, as gorduras ou misturas de gorduras com alto ponto de fusão são adicionadas primeiro, seguidas pelas gorduras com ponto de fusão mais baixo e, por fim, o óleo líquido. Para completar a preparação da fase oleosa, o emulsificante e outros ingredientes minoritários lipossolúveis são adicionados à mistura de gorduras. Quando todos os ingredientes da fase oleosa estiverem devidamente misturados, a fase aquosa é adicionada e a emulsão é formada sob agitação intensa, porém controlada.
Diferentes sistemas podem ser usados para dosar os vários ingredientes da emulsão, dos quais dois funcionam em lotes:
sistema de medidor de vazão
Sistema de tanque de pesagem
Um sistema de emulsificação contínua em linha é uma solução menos comum, porém utilizada, por exemplo, em linhas de alta capacidade onde o espaço disponível para tanques de emulsão é limitado. Este sistema utiliza bombas dosadoras e medidores de vazão mássica para controlar a proporção das fases adicionadas em um pequeno tanque de emulsão.
Os sistemas mencionados acima podem ser controlados de forma totalmente automática. Algumas fábricas mais antigas, no entanto, ainda possuem sistemas de preparação de emulsões controlados manualmente, mas estes exigem muita mão de obra e não são recomendados para instalação atualmente devido às rigorosas normas de rastreabilidade.
O sistema de medição de vazão baseia-se na preparação de emulsões em lotes, em que as diversas fases e ingredientes são medidos por medidores de vazão mássica durante a transferência dos tanques de preparação das diferentes fases para o tanque de emulsão. A precisão deste sistema é de +/- 0,3%. Este sistema caracteriza-se pela sua insensibilidade a influências externas, como vibrações e sujidade.
O sistema de tanque de pesagem é semelhante ao sistema de medidor de vazão, baseado na preparação de emulsões em lotes. Nele, as quantidades de ingredientes e fases são adicionadas diretamente ao tanque de emulsão, que é montado sobre células de carga que controlam as quantidades adicionadas ao tanque.
Normalmente, utiliza-se um sistema de dois tanques para preparar a emulsão, de forma a permitir o funcionamento contínuo da linha de cristalização. Cada tanque funciona como tanque de preparação e tanque de armazenamento (tanque de emulsão); assim, a linha de cristalização é alimentada a partir de um tanque enquanto um novo lote é preparado no outro, e vice-versa. Este sistema é conhecido como sistema flip-flop.
Uma solução em que a emulsão é preparada em um tanque e, quando pronta, é transferida para um tanque de armazenamento intermediário, de onde a linha de cristalização é alimentada, também é uma opção. Esse sistema é chamado de sistema de pré-mistura/tanque de armazenamento intermediário.
PASTEURIZAÇÃO (ZONA 3)

A partir do tanque de armazenamento temporário, a emulsão é normalmente bombeada continuamente através de um trocador de calor de placas (PHE), um trocador de calor de superfície raspada de baixa pressão (SSHE) ou um SSHE de alta pressão para pasteurização antes de entrar na linha de cristalização.
Para produtos com alto teor de gordura, geralmente utiliza-se um PHE. Para versões com baixo teor de gordura, onde se espera que a emulsão apresente viscosidade relativamente alta, e para emulsões termossensíveis (por exemplo, emulsões com alto teor de proteína), recomenda-se o sistema SPX como solução de baixa pressão ou o SPX-PLUS como solução de alta pressão.
O processo de pasteurização apresenta diversas vantagens. Ele garante a inibição do crescimento bacteriano e de outros microrganismos, melhorando assim a estabilidade microbiológica da emulsão. A pasteurização apenas da fase aquosa é possível, mas a pasteurização da emulsão completa é preferível, pois minimiza o tempo de permanência do produto pasteurizado desde o envase ou embalagem do produto final. Além disso, o produto é tratado em um processo contínuo, da pasteurização ao envase ou embalagem do produto final, e a pasteurização de qualquer material reaproveitado é garantida quando a emulsão completa é pasteurizada.
Além disso, a pasteurização da emulsão completa garante que ela seja alimentada à linha de cristalização a uma temperatura constante, mantendo os parâmetros de processamento, a temperatura e a textura do produto constantes. Ademais, evita-se a ocorrência de emulsão pré-cristalizada alimentada ao equipamento de cristalização quando a emulsão é pasteurizada adequadamente e alimentada à bomba de alta pressão a uma temperatura 5-10 °C superior ao ponto de fusão da fase oleosa.
Um processo típico de pasteurização, após a preparação da emulsão a 45-55°C, inclui uma sequência de aquecimento e manutenção da emulsão a 75-85°C por 16 segundos e, subsequentemente, um processo de resfriamento até uma temperatura de 45-55°C. A temperatura final depende do ponto de fusão da fase lipídica: quanto maior o ponto de fusão, maior a temperatura.
RESFRIAMENTO, CRISTALIZAÇÃO E AMASSAGEM (ZONA 4)
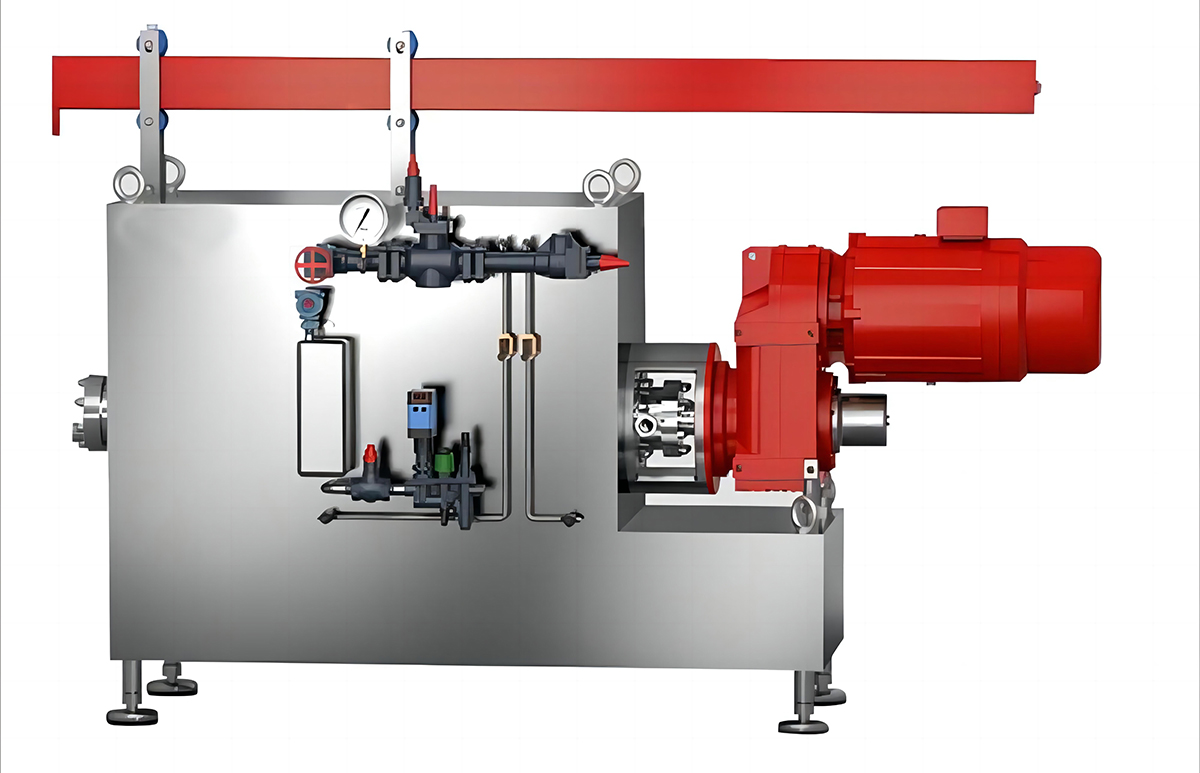
A emulsão é bombeada para a linha de cristalização por meio de uma bomba de pistão de alta pressão (HPP). A linha de cristalização para a produção de margarina e produtos relacionados geralmente consiste em um trocador de calor de estado sólido (SSHE) de alta pressão, resfriado por amônia ou fluido refrigerante (Freon). Máquinas de rotor de pinos e/ou cristalizadores intermediários são frequentemente incluídos na linha para aumentar a intensidade e o tempo de amassamento na produção de produtos plásticos. Um tubo de repouso é a etapa final da linha de cristalização e só é incluído se o produto for embalado.
O coração da linha de cristalização é o trocador de calor de alta pressão SSHE, onde a emulsão aquecida é super-resfriada e cristalizada na superfície interna do tubo de resfriamento. A emulsão é raspada eficientemente por raspadores rotativos, sendo assim resfriada e homogeneizada simultaneamente. Quando a gordura na emulsão cristaliza, os cristais de gordura formam uma rede tridimensional que aprisiona gotículas de água e óleo líquido, resultando em produtos com propriedades de natureza semissólida plástica.
Dependendo do tipo de produto a ser fabricado e do tipo de gorduras utilizadas para o produto em questão, a configuração da linha de cristalização (ou seja, a ordem dos tubos de resfriamento e das máquinas de rotor de pinos) pode ser ajustada para fornecer a configuração ideal para o produto específico.
Como a linha de cristalização geralmente fabrica mais de um produto de gordura específico, o trocador de calor de estado sólido (SSHE) frequentemente consiste em duas ou mais seções de resfriamento ou tubos de refrigeração para atender aos requisitos de uma linha de cristalização flexível. Ao produzir diferentes produtos de gordura cristalizada a partir de várias misturas de gorduras, a flexibilidade é necessária, uma vez que as características de cristalização das misturas podem variar de uma mistura para outra.
O processo de cristalização, as condições e os parâmetros de processamento influenciam significativamente as características dos produtos finais, como margarina e cremes para barrar. Ao projetar uma linha de cristalização, é fundamental identificar as características dos produtos que se pretende fabricar nela. Para garantir o retorno do investimento, é essencial que a linha seja flexível e que os parâmetros de processamento possam ser controlados individualmente, visto que a gama de produtos de interesse pode mudar com o tempo, assim como as matérias-primas.
A capacidade da linha é determinada pela superfície de resfriamento disponível do trocador de calor de tubo único (SSHE). Estão disponíveis máquinas de diferentes tamanhos, desde linhas de baixa até alta capacidade. Além disso, vários graus de flexibilidade estão disponíveis, desde equipamentos para um único tubo até linhas com múltiplos tubos, resultando em linhas de processamento altamente flexíveis.
Após o resfriamento no SSHE, o produto entra na máquina de rotor de pinos e/ou cristalizadores intermediários, onde é amassado por um determinado período de tempo e com uma certa intensidade para auxiliar na formação da rede tridimensional, que, em nível macroscópico, é a estrutura plástica. Se o produto for destinado à distribuição embalado individualmente, ele entrará novamente no SSHE antes de se depositar no tubo de repouso, que precede o envase. Se o produto for envasado em copos, não há tubo de repouso na linha de cristalização.

EMBALAGEM, ENCHIMENTO E REMOLDAGEM (ZONA 5)

Existem diversas máquinas de embalagem e envase disponíveis no mercado, que não serão descritas neste artigo. No entanto, a consistência do produto é muito diferente dependendo se ele é produzido para ser embalado ou envasado. É evidente que um produto embalado deve apresentar uma textura mais firme do que um produto envasado e, se essa textura não for ideal, o produto será encaminhado para o sistema de refusão, derretido e adicionado ao tanque de armazenamento para reprocessamento. Existem diferentes sistemas de refusão disponíveis, mas os mais utilizados são o trocador de calor de placas (PHE) ou o trocador de calor de placas de baixa pressão (SSHE).
AUTOMAÇÃO
Assim como outros produtos alimentícios, a margarina é produzida atualmente em muitas fábricas sob rigorosos procedimentos de rastreabilidade. Esses procedimentos, que geralmente abrangem os ingredientes, a produção e o produto final, resultam não apenas em maior segurança alimentar, mas também em qualidade constante dos alimentos. As exigências de rastreabilidade podem ser implementadas no sistema de controle da fábrica, e o sistema de controle da Shiputec foi projetado para controlar, registrar e documentar condições e parâmetros importantes relativos a todo o processo de fabricação.
O sistema de controle possui proteção por senha e registro histórico de dados de todos os parâmetros envolvidos na linha de processamento de margarina, desde as informações da receita até a avaliação do produto final. O registro de dados inclui a capacidade e a vazão da bomba de alta pressão (l/hora e contrapressão), as temperaturas do produto (incluindo o processo de pasteurização) durante a cristalização, as temperaturas de resfriamento (ou pressões do fluido de resfriamento) do trocador de calor de estado sólido (SSHE), a velocidade do SSHE e das máquinas de rotor de pinos, bem como a carga dos motores que acionam a bomba de alta pressão, o SSHE e as máquinas de rotor de pinos.
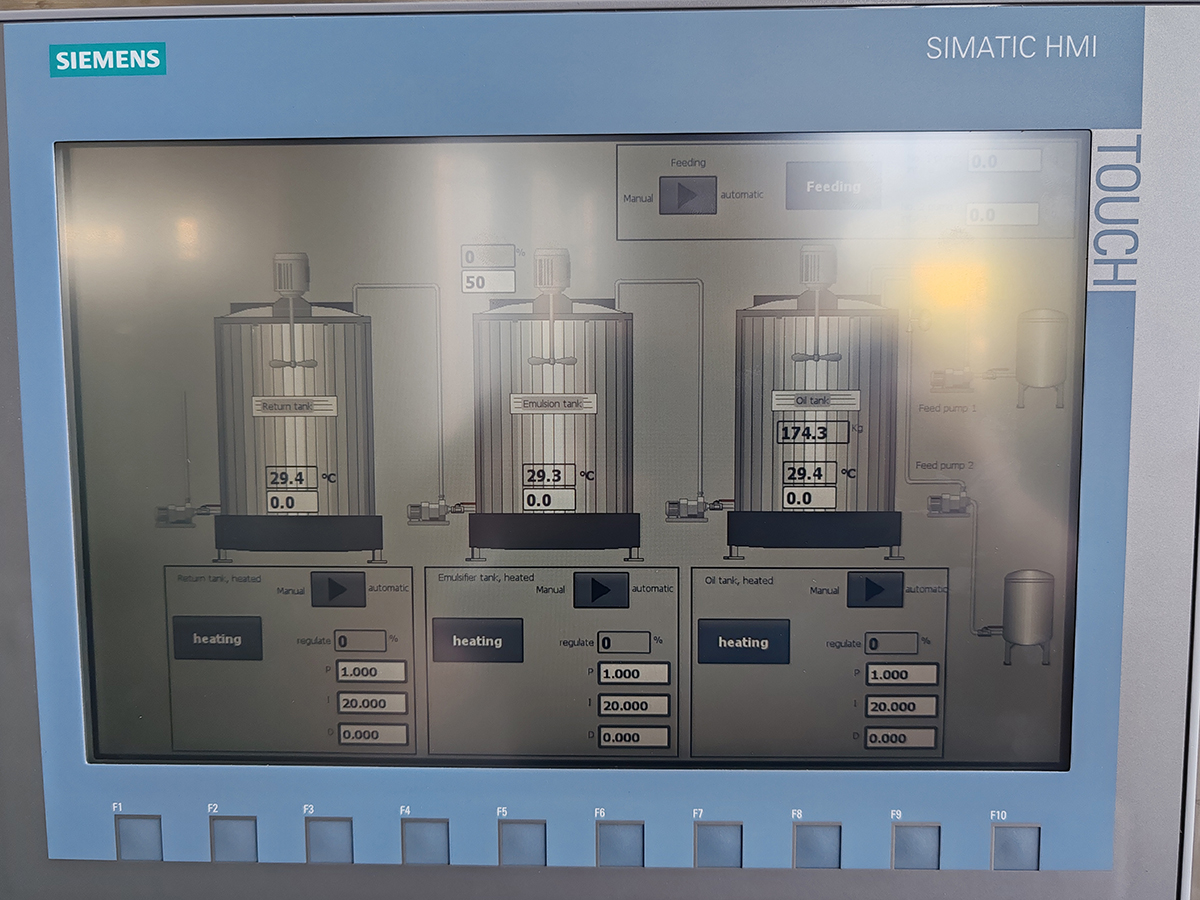
Sistema de controle

Durante o processamento, alarmes serão enviados ao operador caso os parâmetros de processamento para o produto específico estejam fora dos limites; esses parâmetros são definidos no editor de receitas antes da produção. Esses alarmes devem ser reconhecidos manualmente e as ações necessárias, de acordo com os procedimentos, devem ser tomadas. Todos os alarmes são armazenados em um sistema de histórico para consulta posterior. Quando o produto sai da linha de produção devidamente embalado ou envasado, ele é marcado, além do nome do produto, com data, hora e número de identificação do lote para rastreamento posterior. O histórico completo de todas as etapas de produção envolvidas no processo de fabricação é, portanto, registrado para a segurança do produtor e do usuário final, o consumidor.
CIP

Os sistemas de limpeza CIP (limpeza no local) também fazem parte de uma moderna fábrica de margarina, visto que as instalações de produção de margarina devem ser limpas regularmente. Para produtos de margarina tradicionais, uma vez por semana é um intervalo de limpeza normal. No entanto, para produtos sensíveis, como os com baixo teor de gordura (alto teor de água) e/ou alto teor de proteína, recomenda-se intervalos menores entre as limpezas CIP.
Em princípio, dois sistemas CIP são utilizados: plantas CIP que utilizam o meio de limpeza apenas uma vez ou as plantas CIP recomendadas que operam com uma solução tampão do meio de limpeza, onde meios como soda cáustica, ácido e/ou desinfetantes são devolvidos aos tanques de armazenamento individuais do sistema CIP após o uso. Este último processo é preferido por representar uma solução ecologicamente correta e econômica em relação ao consumo de agentes de limpeza e, consequentemente, ao custo destes.
Caso várias linhas de produção estejam instaladas em uma mesma fábrica, é possível configurar sistemas de limpeza CIP paralelos ou sistemas satélite CIP. Isso resulta em uma redução significativa no tempo de limpeza e no consumo de energia. Os parâmetros do processo CIP são controlados e registrados automaticamente para posterior análise no sistema de controle.
CONSIDERAÇÕES FINAIS
Na produção de margarina e produtos relacionados, é importante ter em mente que não são apenas os ingredientes, como os óleos e gorduras utilizados, ou a receita do produto, que determinam a qualidade do produto final, mas também a configuração da planta, os parâmetros de processamento e o estado da planta. Se a linha de produção ou os equipamentos não estiverem bem conservados, há o risco de o processo não funcionar de forma eficiente. Portanto, para produzir produtos de alta qualidade, uma planta em bom funcionamento é imprescindível, mas a escolha da mistura de gorduras com características adequadas à aplicação final do produto também é importante, assim como a configuração correta e a escolha adequada dos parâmetros de processamento da planta. Por último, mas não menos importante, o produto final deve ser tratado termicamente de acordo com o seu uso final..
Data da publicação: 19/12/2023